








In japanning metals, all good work of which should be stoved, they have to be first thoroughly cleaned, and then the japan ground applied with a badger or camel-hair brush or other means, very carefully and evenly. Metals usually require from three to five coats, and between each application must be dried in an oven heated from 250° to 300° F.—about 270° being the average. It has already been seen that the best grounds for japanning are formed of shellac varnish, the necessary pigments for colouring being added thereto, being mixed with the shellac varnish after they have been ground into a high degree of smoothness and fineness in spirits of turpentine. In japanning it is best to have the oven at rather a lower temperature, increasing the heat after the work has been placed in the oven. When a sufficient number of coats have been laid on—which will usually be two only—the work must be polished by means of a piece of cloth or felt dipped in tripoli or finely powdered pumice-stone. For white grounds fine putty powder or whiting must be employed, a final coat being afterwards given, and the work stoved again. The last coat of all is one of varnish. And here, as a preliminary remark, it is advisable that all enamels and japans should be purchased ready-made, as any attempt to make such is almost sure to end in disaster, while, owing to the fact that such are only required for small jobs; it would involve too much trouble and would not pay. It is for this reason that few japan recipes are given, as, although many are available, they do not always turn out as suitable for the purpose as could be desired, in addition to which the ready-made articles can be purchased at a very reasonable price and are much better prepared. The operator should procure his enamels a shade or two lighter than he desires to see in the finished article, allowing the chemical action due to the stoving to tone the colours down. Another necessity is to keep the enamel thoroughly well mixed by well stirring it every time it is used, as if this is not done the actual colouring matter is apt to sink to the bottom, the ultimate result being that streaky work is produced in consequence of this indifferent mixing of the enamelling materials.
It is hardly necessary to state that all japanning or enamelling work must be done in a room or shop absolutely free from dust or dirt, and as far away as possible from any window or other opening leading to the open air, for two reasons—one being that the draught therefrom may cool the oven or stove, and the other that the air may convey particles of dust into the enamelling shop. In fact, it cannot be too much impressed upon the workmen that one of the primary secrets of successful enamelling is absolute cleanliness; consequently all precautions must be taken to ensure that the enamel is perfectly free from grit and dust, and it must be so kept by frequent straining through fine muslin, flannel, or similar material. The work having been thoroughly cleaned and freed from all grease and other foreign matter, it must be suspended or held immediately over the pan elsewhere referred to, and the enamel poured on with an ordinary iron ladle, or covered by means of the brush. When it has been permitted to drain thoroughly, the work should be hung on the hooks on the rods in the oven as seen in the explanatory sketch, care being observed that no portion of the work is in such a position that any superfluous enamel cannot easily drain off—in other words, the work must lie or hang that it is always, as it were, on the slant. Always bear in mind when shutting the oven door to do so gently, as if a slam is indulged in all the gas jets will be blown out, and an explosion would probably result.
Should the job in hand be a large one, it will be found as well to get a cheaper enamel for the first coat, but if the work is only a small job, it will not be necessary to have more than one enamel, of which a couple of coats at least will be required. When the first coat has thoroughly dried and hardened, the surface will have to be thoroughly rubbed till it is perfectly smooth with tripoli powder and fine pumice-stone, and afterwards hand-polished with rotten-stone and putty powder. And here it may be remarked that the finer the surface is got up with emery powder and other polishing agents the better will be the enamelling and ultimate finish. The rubbing down being finished, another coat of enamel must be applied and the work baked as before, care being always taken to keep the enamel in a sufficiently fluid condition as to enable it to flow and run off the work freely. It can easily be thinned with a little paraffin. A third coat will frequently be advisable, as it improves the finish.
In enamelling cycles, it is well to hang the front forks crown uppermost when they are undergoing the final baking, and it is advisable to bear in mind that wheels require an enamel that will stove at a lower temperature than is called for for other parts of the machine. Some japanners advocate the fluid being put on with camel-or badger-hair brushes, and for the best descriptions of work, final coats, and such like, I agree with them; but this is a detail which can be left to the operator's own fancy, the class of work, etc.; but I would remind him that applying enamel with a brush requires much care and a certain amount of "knack". It is something like successful lacquering in brasswork—it looks very simple, but is not. Each succeeding coat of japan gives a more uniform and glossy surface, and for this reason it may, in some cases, be necessary to repeat the operation no fewer than half a dozen times, the final coat being generally a layer of clear varnish only, to add to the lustre.
Care must be taken for light-coloured japans or enamels not to have the temperature sufficiently high to scorch, or the surface will be discoloured, as they require a lower temperature for fixing than the dark japans, which, provided the article is not likely to be injured by the heat, are usually dried at a somewhat high temperature. The preceding instructions apply only to the best descriptions of work.
When pouring enamel by means of the ladle over pieces of work, do not agitate the liquid too much—at the same time taking care to keep it well mixed—so as to form air bubbles, as this will cause trouble, and in pouring over the work do it with an easy and gentle and not too hurried a motion. In japanning curved pieces, such as mud-guards, etc., in hanging up the work in the oven see that the liquid does not run to extremities and there form ugly blots or blotches of enamel.
When white or other light tones are used for japanning they are mixed with japanners' varnish, and these require more careful heating in the oven or stove than darker tints or brown or black.
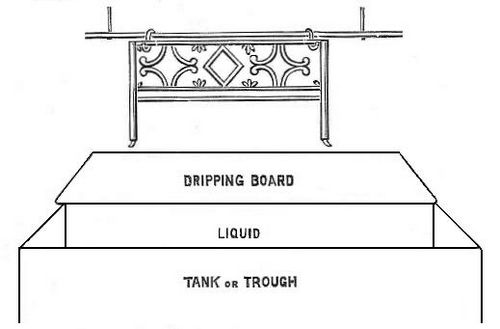
At Fig. 1 is shown a trough in which large pieces, such as bedsteads, bicycle frames, etc., are dipped or immersed. For the first-mentioned class of work such high finish is not required as for bicycles, and consequently the enamel need not be applied with a brush, nor will it be necessary to rub down the work between each coat, but instead the pieces can be literally dipped in the tank of liquid, then allowed to drain on to the dripping-board—the superfluous enamel thus finding its way back into the trough or tank, the dripped articles being afterwards placed in the oven to harden. The trough must be of sufficient dimensions to allow the pieces of work to be completely immersed, and the dripping-board should be set at an angle of about 45°.
Bedstead frames will never require more than two coats and the commoner class of goods only one. I would not advise the tradesman in a small way of business to go to the expense of a trough, etc., as it calls for much more room than is ordinarily available, but if he has the necessary plant for bicycle work he can, of course, do an occasional job of the other kind.
For japanning sheet-iron articles, which are really tin goods, such as tea-trays and similar things, first scour them well with a piece of sandstone, which will effectually remove all the scales and make the surface quite smooth. Then give the metal a coating of vegetable black, which must be mixed with super black japan varnish, thinned with turps, and well strained. Only a small quantity of this varnish is necessary, as it will dry dead. The article must then be placed in the stove to harden at a temperature of 212° F., there to remain for from ten to twelve hours. When taken out of the stove, the articles must be allowed to get cold, after which they must be given a coat of super black japan, which, if necessary, must be thinned with turps, a stiff, short bristle brush being employed, and the varnish put on sparingly, so that it will not "run" when it gets warm. Two coats of this varnish on top of the vegetable black coating are usually sufficient, when done properly, but a third coating much improves the work, and from ten to twelve hours' hardening will be necessary between each coating. The small lumps which will be more or less certain to arise will require to be rubbed down between each application by a small and smooth piece of pumice-stone.
If it is desired to add gold or bronze bands or any kind of floral or other kind of fancy decorations, these are painted on, after the ground japanning has been done, in japanners' gold size, and then the gold leaf is applied, or the bronze or other metal powder is dusted on, after which the objects so treated are again placed in the stove, where they will not require to be kept near so long as for ordinary japanning. After they have been removed, the gilt or bronzed portions must be treated with a protecting coat of white spirit varnish. Transfers can be applied in the same way.
Tinned iron goods are the most largely japanned, and for these brown and black colours are principally employed. Both are obtained by the use of brown japan, the metal having a preliminary coating of black paint when black is required. Only one coating of brown japan is given to cheap goods, but for better articles two or more are applied. For these it is possible that a final dressing with pumice-stone, then with rotten-stone, and rubbed with a piece of felt or cloth, or even the palm of the hand, may be necessary, but as a rule not.
Large numbers of articles of the above description, such as tea-trays, tea-canisters, cash-boxes, coal-boxes, and similar goods, are japanned at Birmingham, and it is to such that the preceding instructions apply.
In all cases of re-enamelling old work, it is absolutely necessary to remove all traces of the first enamelling, and if this has been well done in the first instance, it will prove no mean job. The best way to clean the work is to soak it in a strong "lye" of hot potash, when the softened enamel can be wiped or brushed off—this latter method being pursued in the more intricate and ungetatable portions of the work. New work, which has not been enamelled, can be treated in the same way for the removal of all grease, stains, finger-marks, etc., and too much attention cannot be paid to the initial preparation of the surface of the metal, to have it thoroughly even and smooth, as it adds so much to the ultimate finish and appearance of the work. Plenty of labour must be bestowed before the final coat, as any blemish will show through this finishing, and so mar what would otherwise be a highly satisfactory bit of work. In all kinds of bicycle work, whether new or old, the most satisfactory results are obtained by the application of at least two, and sometimes four or five, successive coats of good but thin enamel, as this will impart the necessary perfect coat, combined with durability, a high finish, and a good colour. A good enamel should be sufficiently hard, so as not to be scratched on the merest touch or rubbing. It will, of course, be understood that no solder-work must be put into the stove, or the pieces will separate. Should any of this work be discovered, the pieces must be taken apart, and then brazed together before being enamelled, and put in the stove.